








 测量管理体系
测量管理体系 能源管理体系
能源管理体系 职业健康安全管理体系
职业健康安全管理体系 环境管理体系
环境管理体系 质量管理体系
质量管理体系 两化融合管理体系
两化融合管理体系

术语和定义
1、热机械轧制 thermomechanical rolling
最终变形在某一温度范围内进行,使材料获得仅仅依靠热处理不能获取的特定性能得轧制工艺。
注1:轧制后如果加热到580℃可能导致材料强度值的降低。如果确实需要加热到580℃以上,则应由供方进行。
注2:热机械轧制交货状态可以包括加速冷却、或加速冷却并回火(包括自回火),但不包括直接淬火或淬火加回火。
2、正火轧制 normalizing rolling
最终变形是在某一温度范围内进行,使材料获得与正火后性能相当的轧制工艺。
牌号表示方法
钢的牌号由代表屈服度的汉语拼音字母,屈服强度数值,质量等级符号三个部分组成。例如:Q345D,其中
Q——钢的屈服强度的“屈”字汉语拼音首字母;
345——屈服强度数值、单位MPa;
D——质量等级为D级。
当需方要求钢板居右厚度方向性能时,则在上述规定的牌号后加上代表厚度方向(Z向)性能额基本的符号,例如:Q345DZ15
牌号及化学成分
1、钢的牌号及化学成分(熔炼分析)应符合下表的规定。
2、当需要加入细化晶粒元素时,钢中应至少含Al、Nb、V、Ti中的一种。加入的细化晶粒元素应在质量证明书中注明含量。
3、当采用全铝(Al t )含量表示时,Al t应不小于0.020%。
4、钢中氮元素含量应符合下表的规定,如供方保证,可不进行氮元素含量分析。如果钢中加入Al、Nb、V、Ti等具有固氮作用的合作元素,氮元素含量不作限制,固氮元素含量应在质量证明书中注明。
5、各牌号的Cr、Ni、Cu作为残余元素时,其含量个不大于0.30%,如供方保证,可不作分析;当需要加入时,其含量应符合下表的规定或有供需双方协议规定。
6、为改善钢的性能,可加入RE元素时,其加入量按钢水重量的0.02%~0.20%计算。
7、在保证钢材力学性能符合本标准规定的情况下,各牌号A级钢的C、Si、Mn化学成分可不作交货条件。
| 牌号 | 质量 等级 | 化学成分a,b(质量分数)/% | |||||||||||||
| C | Si | Mn | P | S | Nb | V | Ti | Cr | Cu | N | Mo | B | Als | ||
| 不大于 | 不小于 | ||||||||||||||
| Q345 | B | ≤ 0.20 | ≤ 0.50 | ≤ 1.70 | 0.035 | 0.035 | 0.07 | 0.15 | 0.20 | 0.30 | 0.30 | 0.012 | 0.10 | - | 0.015 |
|
1、型材及棒材P、S含量可提高0.005%,其中A级钢上限可为0.045%。 2、当细化晶粒元素组合加入时,20(Nb+V+Ti)≤0.22%,20(Mo+Cr)≤0.30%。 | |||||||||||||||
8、各牌号除A级钢意外的钢材,当以热轧、控轧状态交货时,其最大碳当量值应符合下表的规定;当以正火、正火轧制、正火加回火状态交货时,其最大碳含量值应符合下表的规定;当以热机械轧制(TMCP)或热机械轧制加回火状态交货时,其最大碳当量值应符合下表的规定。碳含量(CEV)应由熔炼分析成分并采用一下公式计算。 CEV=C+Mn/6+(Cr+Mo+V)/5 + (Ni+Cu)/15 (1) 热轧、控轧状态交货钢材的碳当量
| 牌号 | 含碳量(CEV)/% | ||
| 公称厚度或直径≤63mm | 公称厚度或直径>63mm~250mm | 公称厚度或直径>250mm | |
| Q345 | ≤0.44 | ≤0.47 | ≤0.47 |
(2) 正火、正火轧制、正火加回火状态交货钢材的碳当量
| 牌号 | 含碳量(CEV)/% | ||
| 公称厚度≤63mm | 公称厚度>63mm~120mm | 公称厚度>120mm~ 250mm | |
| Q345 | ≤0.45 | ≤0.48 | ≤0.48 |
(3) 热机械轧制(TMCP)或热机械轧制加回火状态交货的钢材的碳当量
| 牌号 | 含碳量(CEV)/% | ||
| 公称厚度≤63mm | 公称厚度>63mm~120mm | 公称厚度>120mm~ 250mm | |
| Q345 | ≤0.44 | ≤0.45 | ≤0.45 |
9、热机械轧制(TMCP)或热机械轧制加回火状态交货钢材的碳含量不大于0.12%时,可采用焊接裂纹敏感性指数(Pcm)代替碳当量评估钢材的可焊性,Pcm应由熔炼分析成分并采用下面公式计算,其值应符合下表的规定。
Pcm=C+Si/30 + Mn/20 +Cu/20 +Ni/60 +Cr/20+Mo/15 +V/10 +5B
经供需双方协商,可指定采用碳当量或焊接裂纹敏感性指数作为衡量可焊的指标,当未指定时,供方可任选其一。
热机械轧制(TMCP)或热机械轧制加回火状态交货钢材Pcm值
| 牌号 | Pcm/% |
| Q345 | ≤0.20 |
10、钢材、钢坯的化学成分允许偏差应符合GB/T 222的规定。
11、当需方要求保证厚度方向性钢材时,其化学成分应符合GB/T 5313的规定。
冶炼方法
钢由转炉或电炉冶炼,必要时加炉外精炼。
拉力性能
1、钢材拉伸试验的性能应符合下表的规定
| 质量等级 | 拉伸试验 a,b,c | ||||||||||||||||||||||
| 以下公称厚度(直径,边长)下屈服度(Rel)/MPA | 以下公称厚度(直径,边长)下屈服度(Rm)/MPA | 断后伸长率(A)/% | |||||||||||||||||||||
| 公称厚度(直径,边长) | |||||||||||||||||||||||
| ≤ 16 mm | > 16 mm ~ 40 mm | > 40 mm ~ 63 mm | > 63 mm ~ 80 mm | > 80 mm ~ 100 mm | > 100 mm ~ 150 mm | > 150 mm ~ 200 mm | > 200 mm ~ 250 mm | > 250 mm ~ 400 mm | ≤ 40 mm | > 40 mm ~ 63 mm | > 63 mm ~ 80 mm | > 80 mm ~ 100 mm | > 100 mm ~ 150 mm | > 150 mm ~ 250 mm | > 250 mm ~ 400 mm | ≤ 40 mm | > 40 mm ~ 63 mm | > 63 mm ~ 100 mm | > 100 mm ~ 150 mm | > 150 mm ~ 250 mm | > 250 mm ~ 400 mm | ||
| Q345 | B | ≥ 345 | ≥ 335 | ≥ 325 | ≥ 315 | ≥ 305 | ≥ 285 | ≥ 275 | ≥ 265 | - | 470 ~ 630 | 470 ~ 630 | 470 ~ 630 | 470 ~ 630 | 450 ~ 600 | 450 ~ 600 | - | ≥ 20 | ≥ 19 | ≥ 19 | ≥ 18 | ≥ 17 | - |
|
1、当屈服不明显时,可测量Rp0.2代替下屈服强度。 2、宽度不小于600mm扁平材,拉伸试验取横向试样;宽度小于600mm的扁平材、型材及棒材取纵向试样,断后伸长率最小值相应提高1%(绝对值)。 3、厚度>250mm~400mm的数值适用于扁平材。 | |||||||||||||||||||||||
2、钢材的夏比(V型)冲击试验的试验温度和冲击吸收能连应符合下表
| 牌号 | 质量等级 | 试验温度/℃ | 冲击吸收能量(KV2)2/J | ||
| 公称厚度(直径、边长) | |||||
| 12mm~150mm | >150mm~250mm | >250mm~400mm | |||
| Q345 | B | 20 | ≥34 | ≥27 | - |
| C | 0 | ||||
| D | -20 | 27 | |||
| E | -40 | ||||
| 冲击试验取纵向试样 | |||||
3、钢材的弯曲试验应符合下表的规定,当供方保证弯曲合格时,不做弯曲试验。
| 牌号 | 试样方向 | 180°弯曲试验[d=弯心直径,a=试样厚度(直径)] | |
| 钢材厚度(直径,边长 | |||
| ≤16mm | >16mm~100mm | ||
| Q345 | 宽度不小于600mm扁平材 ,拉伸试验取横向试验。 宽度小于600mm的扁平材 型材及棒材取纵向试验。 | 2a | 3a |
检验规则
1.钢材的检查和验收由供方技术监督部门进行,需方有权对本标准或合同所规定的任一检验项目进行检查和验收;
2.钢材应成批验收,每批由同一牌号,同一炉号,同一质量等级,同一品种,同一尺寸,同一交货状态的钢材组成,每批重量应不大于60t。
公称容量比较小的炼钢炉的钢轧成的钢材,同一冶炼、浇注和脱氧方法、不同炉号、同一牌号的A级钢或B级钢允许组成混合批,但每批各炉号含碳量之差不得大于0.02%,含锰量之差不得大于0.15%,对于Z向钢的组批,应符合GB/T 5313的规定。
3.钢材的夏比(V型缺口)冲击试验结果不符合规定时,抽样产品应报废,再从该检验批剩余部分取两样抽样产品,在每个抽样产品上各选取新的一组3个式样,这两组试样的复检结果均合格,否则该钢坯应该拒收。钢材拉伸试验和复验与判断应符合GB/T17505的规定。
4.除非在合同或订单中另有规定,当需要评定试验结果是否符合规定值,所给出力学性能和化学成分试验结果应修约到规定值的数位想一致,其修约方法应按YB/T 081的规定进行。碳当量应先按公式计算后修约。《
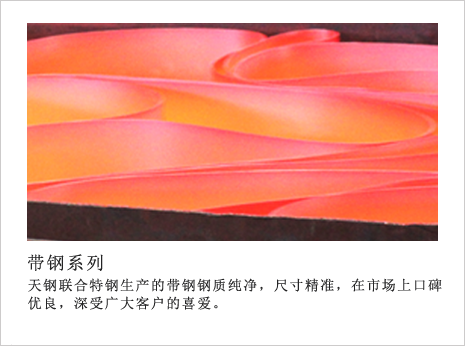
带钢
带钢是各类轧钢企业为了适应不同工业部门工业化生产各类金属或机械产品的需要而生产的一种窄而长的钢板。带钢又称钢带,是宽度在1300mm以内,长度根据每卷的大小略有不同。
中文名 带钢
定义 带钢一般成卷供应,具有尺寸
应用范围 带钢 广泛用于生产焊接钢管
定义
带钢一般成卷供应,具有尺寸精度高、表面质量好、便于加工、节省材料等优点。同钢板相同,带钢按所用材质分为普通带钢和优质带钢两类;按加工方法分热轧带钢、冷轧带钢两种。
应用范围
带钢 广泛用于生产焊接钢管,作冷弯型钢的坯料,制造自行车车架、轮圈、卡箍、垫圈、弹簧片、锯条、五金制品和刀片等。
冷轧带钢生产工艺流程一般为:酸洗→轧制→工艺润滑→退火→平整→剪切→包装。
冷轧带钢工艺:酸洗→轧制→退火→轧制尺寸同步润滑→上防锈油→平整定尺→抛光→包装
热轧带钢工艺:加热炉→除磷机→粗轧机→除磷机→精轧机→表面质检仪→层冷→卷取机→打捆机→喷号机→卷库板坯
热轧带钢生产流程:首先在加热炉内将温度提升至所需轧制温度,然后经辊道进入粗轧除磷机对板坯所产生的氧化铁皮进行处理,接着进入粗轧轧制机组对带钢的宽度和厚度进行轧制,再由辊道输送至精轧除磷机对带钢表面所产生的氧化铁皮进行处理后,进入精轧轧制机组对带钢的厚度和宽度进行更为精密的轧制,带钢由辊道经层冷对表面温度进行卷取前的严格控制后,进入卷取机成为钢卷最后打捆、喷号送入卷库存放包装。
生产型号
| 牌号 | 规格(mm*mm) |
| Q345B | (1.5~5.75)*(230~258) |
| (1.5~5.75)*(292~300) | |
| (1.5~5.75)*(302~330) | |
| (1.8~5.75)*(330~355) | |
| (2.0~5.75)*(385~355) |

